Plastic forks, as high-volume consumable items, rely entirely on precision injection moulds for their efficient, stable, and high-quality production. These moulds are the critical conversion tools that transform fork designs from drawings into mass-produced items.
Design Elements of the Plastic Fork Moulds
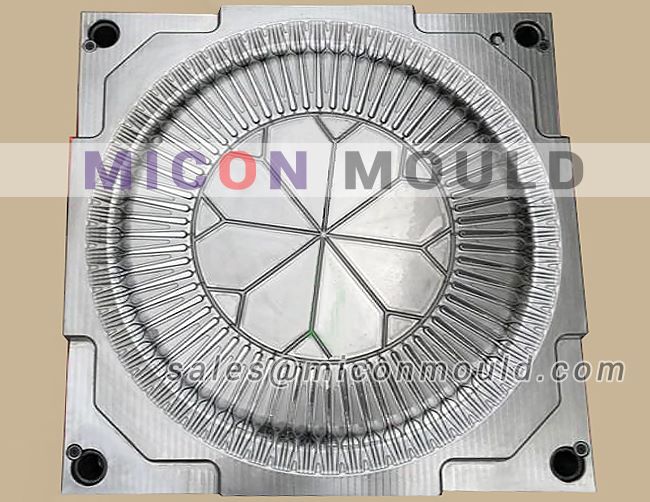
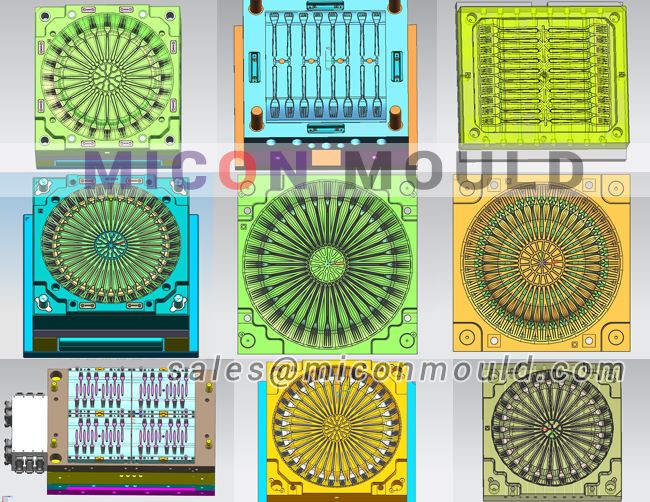
Product Structure Decomposition: mould design begins with the precise decomposition of the fork’s 3D model.
Parting Surface Definition: The parting surface is scientifically planned according to the shape of the forks.
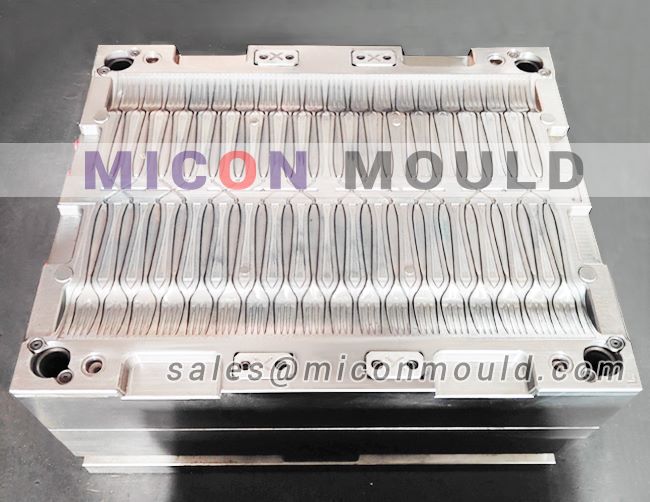
Cavity Layout: Determined by injection machine tonnage and production efficiency targets, this defines the number of forks formed per cycle (number of cavities). Requires precise calculation of the runner system to ensure balanced filling across all cavities.
Ejection System Design: Tailored to the fork’s specific structure, designs of ejector pins.
Cooling System Optimization: Precision-calculated cooling channel networks embedded within the mould enable efficient temperature control of cavity surfaces, directly determining injection cycle time and fork dimensional stability.
Gating System Planning: Designs the flow path for molten plastic from the injection machine nozzle to each cavity. Gate location and size critically influence fork appearance and internal stress distribution. Hot runner technology significantly reduces material waste.
Venting Structure: Precision venting slots are placed at cavity ends to ensure air escapes during filling, preventing defects like short shots or burn marks.
Plastic Fork Moulds Manufacturing Process
Material Preparation & Rough Machining: Select high-quality steel according to customer requirements. Standard blanks are processed via milling, turning, etc., to near-final dimensions of mould components, leaving allowance for finishing.
Heat Treatment Strengthening: cores and cavities undergo quenching and tempering to achieve the required surface hardness combined with internal toughness, enabling them to withstand long-term injection pressure and plastic abrasion.
CNC Finishing: Computer Numerical Control (CNC) machines perform high-precision milling and engraving on core and cavity surfaces, replicating fork design details to micrometer-level accuracy.
Surface Treatment: moulded surfaces undergo progressive polishing to achieve specified finish grades (e.g., mirror, satin, texture).
Standard Component Assembly: Machined cores, cavities, plates, and purchased standard components are assembled precisely.
Trial Run & Validation: The mould is mounted on an injection machine for trial production. Process parameters (temperature, pressure, speed, time) are adjusted to optimize fork quality. mould performance (output, stability, lifespan) is validated before final acceptance.
The plastic fork moulds that made by Micon are mostly used in fork mould, stacking fork mould, disposable fork mould and so on. Micon designs and develops product according the requirements of customers. we control mould quality and date of delivery. We could manufacture cold runner mould and hot runner mould. and 16 cavities to 48 cavities according the specifications of the product and injection moulding machine.

Micon Mould designs and develops product according the requirements of customers. we control mould quality and date of delivery. We will provide you with the perfect plastic cutlery mould technology solution.
We customize high-quality fork moulds according to customer requirements
Due to the large amount of cutlery used, We can use steel appointed by customer or we recommend 2344, H13, 2083 etc.
Micon can manufacture various types and sizes plastic spoon molds, plastic fork molds, plastic knife molds, biodegradable tableware molds, foldable cutlery molds etc.
Because cutlery moulds have a relatively large number of cavities, they typically use the semi-hot runner system, but the full hot runner system can also be used.
Customers choose materials according to their needs. Disposable cutlery usually uses PP or PS. If it is foldable cutlery, use PP. Biodegradable cutlery usually uses PLA, PSM.